随着智能化生产的普及,数控加工中心机床使用率越来越高。而现在的数控加工中心是由以前的数控铣床逐渐发展而来的,其结合了数控铣床的特点和功能,在原来的基础上进行升级,增加自动换刀刀库功能和结构装置,通过预放置不同的刀具,使得数控加工中心在编程时,能够实现多种便捷、高效的加工工艺,节省了机床停机和手动换刀的时间,目前自动换刀刀库有圆盘式、斗笠式、链式等多种刀库,今天我们大概介绍一下自动换刀结构工艺。

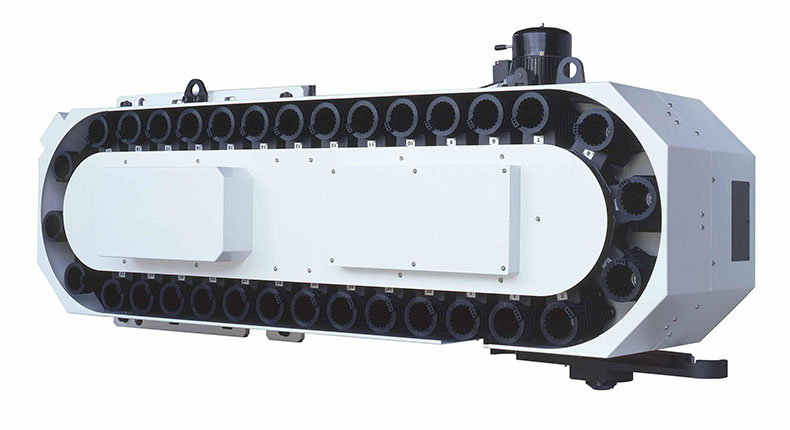
数控加工中心的自动换刀刀库,虽然有圆盘式、斗笠式、链式等,根据刀库旋转的动力又可以分为液压马达、普通电机、伺服电机、凸轮机械、无动力等形式。其中链式刀库的特点是容量大,可以预放置100多把刀具,这种刀库相对使用率较低。圆盘式刀库一般是24/32把刀具容量,能够满足绝大多数生产企业的加工需求,圆盘式刀库换刀是随机换刀,这种方式应用于刀具较多的情况下,通过机械手来进行辅助换刀,没有还刀过程,换刀时主轴移动到安全换刀高度,机械手从刀库取出刀具,然后从主轴上取下刀具,机械手旋转180度将刀具装入主轴,这样换刀速度可以控制在3、5秒以内,换刀效率极高,所以这种自动换刀刀库应用率比较广泛。

斗笠式换刀结构式不带机械手,属于固定换刀方式,这种形式一般为刀具不多的情况下使用,通过主轴和刀库之间的互相传动来实现自动换刀功能。每次设备开机后刀库需要 回零、检索。换刀时,主轴移动到刀库位置,主轴将刀具放回到刀库,然后刀库转动到需要更换的新刀具位置,主轴进行抓取。这两个动作是不能够同时进行的,所以这样换刀速度会慢一些。