

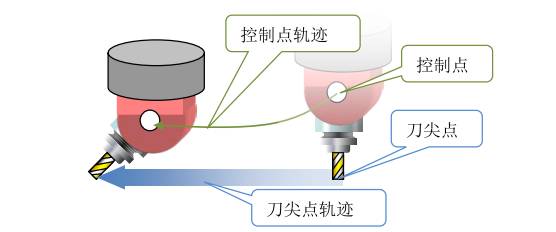
RTCP,在高档五轴数控系统里,认为RTCP即是Rotated Tool Center Point,也就是我们常说的刀尖点跟随功能。在五轴加工中,追求刀尖点轨迹及刀具与工件间的姿态时,由于回转运动,产生刀尖点的附加运动。数控系统控制点往往与刀尖点不重合,因此数控系统要自动修正控制点,以保证刀尖点按指令既定轨迹运动。
最早国内是没有RTCP功能的。那时RTCP功能只是很多人对其技术本身的热衷和炒作,只是一种宣传的噱头。其实RTCP功能正好相反,它是一项能为客户带来效益和价值的好技术。
拥有RTCP技术的机床(五轴机床),能把工件随便夹装、摆放,机床就会自动补偿偏移,大大减少辅助时间,同时提高了加工精度,后期处理也很简单。
那么有无RTCP功能,又对五轴机床有什么影响呢?举个例子:
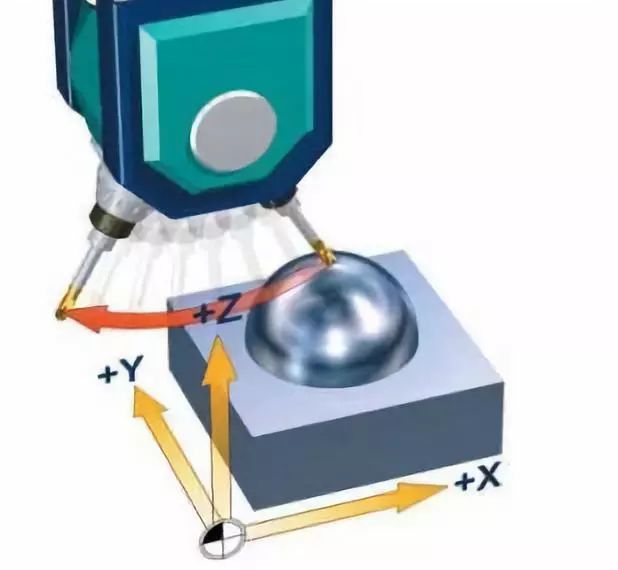
如上图,不带RTCP功能关的情况下,控制系统不考虑刀具长度。刀具围绕轴的中心旋转。刀尖将移出其所在位置,并不再固定。
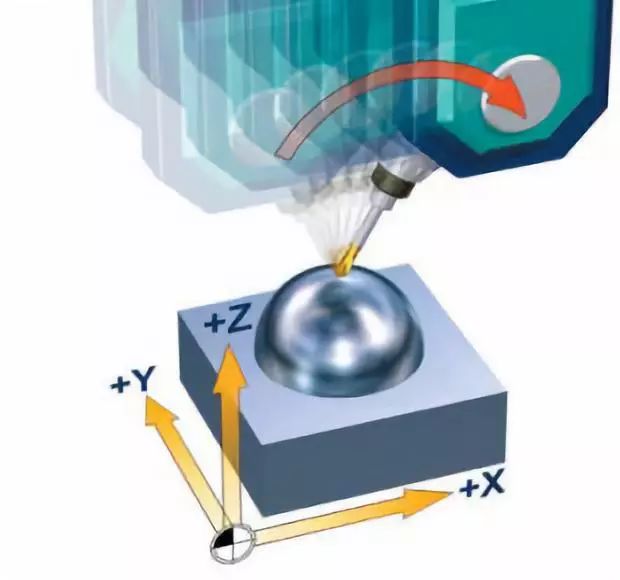
如上图,带RTCP功能开的情况下,控制系统只改变刀具方向,刀尖位置仍保持不变。X,Y,Z轴上必要的补偿运动已被自动计算进去。
通过上面两个图可分析出,对于有RTCP功能的机床,控制系统为保持刀具中心始终在被编程的位置上。在这种情况下,编程是独立的,是与机床运动无关的编程。当您在机床上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。
而对于不具备RTCP的五轴数控系统,编程需要考虑主轴的摆长及旋转工作台的位置,必须依靠CAM编程和后处理技术,事先规划好刀路。同一个零件,机床换了或者刀具换了,都必须重新进行CAM编程和后处理。并且在装夹工件时需要保证工件在其工作台回转中心位置,对操作者来说,这意味着需要大量的装夹找正时间,且精度得不到保证。而具备RTCP只需要设置一个坐标系,只需要一次对刀,就可以完成加工。
我们拿一个球形工件简单通俗点讲。
带RTCP功能的五轴,刀尖点和主轴始终垂直于圆球中心,刀具始终作用于圆球表面,即使有点偏差,RTCP功能系统也会自动进行补偿纠正。
不带RTCP功能的五轴,刀具和主轴只能按照设定的程序工作,当出现偏差时,只有两种选择,要么更换刀具,要么主轴重新编程,回归始点重新运行。
这样一比较,就显出RTCP功能的重要性了。
以上,就是大荣数控科技对于五轴加工中心的解说,你看懂了吗?

