五轴加工中心精度如何检测?
更新时间:2024-12-26 16:48:35 点击次数:857次
高精度五轴加工中心机床如何测试其加工精度?有人说雕铣一个复杂曲面,就可以看到其加工精度,有人说通过打表测量,还有人说,通过对打过三坐标的工件进行定位加工。。。。。众说纷纭,其实大家说的都有其道理,不同行业的加工精度,不同行业客户的加工工艺不同,对五轴加工中心的加工精度也全然不同。
作为五轴联动加工中心来说,可能说多轴联动加工,可以更好的测量其加工精度,但也不是绝对的,多轴联动加工时,通过一些刀具补偿,可以通过编程提高机床的加工精度,这样就很难测试出机床真正的加工精度。而针对一个曲面或者多面加工的工件,进行定轴加工测试精度,就可以很好的了解到其加工精度,以及接刀精度的误差等。
针对一个多面体的代木木模,使用平刀对工件进行定轴加工,主轴先垂直于工件雕铣,其次五轴主轴处于水平方向对其进行铣削,通过多面的连接处,可以更好的验证五轴加工中心的加工精度,以及接刀痕精度,并在其不同的表面进行钻孔加工,更好的检查五轴钻孔精度。
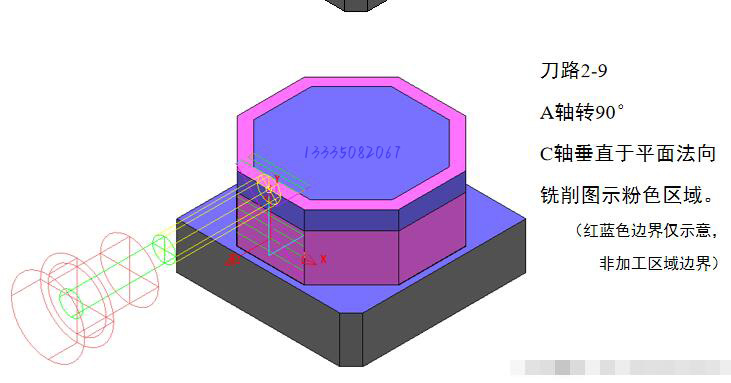
对于一个多面的工件进行铣削,采用五轴旋转轴的A /C轴不同方向,针对不同表面进行铣削,测试五轴加工中心的接刀情况,A轴转90度,C轴垂直于平面法向铣削,针对红蓝不同区域进行雕铣加工,可以更好的验证各个面接刀加工精度。
针对球形体工件的加工,将球形分为上、前、后、左、右五个方向进行铣削加工,轴向垂直于加工面进行铣削加工。可以更好的验证五轴加工中心的加工精度,以及各轴加工接刀精度,以及机床振纹的情况等。

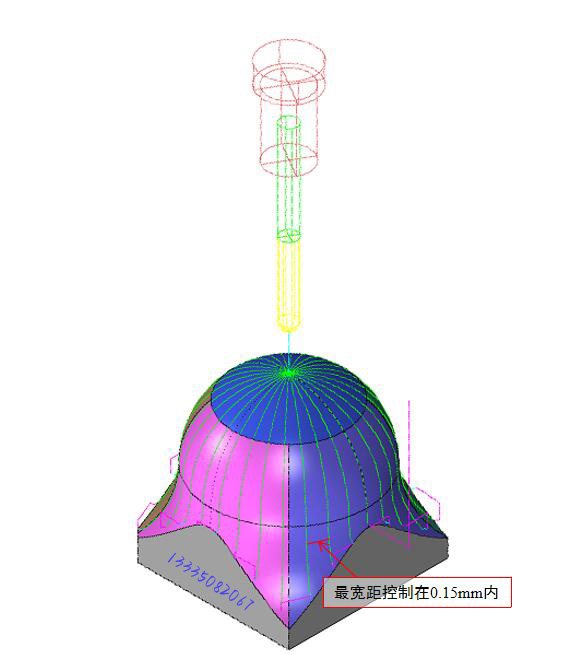
对于球形体进行五轴联动加工,使用球形刀进行多轴联动铣削,刀路采用放射状加工,加工角度控制在0--90度之间。A轴加工角度朝向球心,仰角控制在0--90度之间,C轴加工角度朝向球心,五轴联动铣削加工,可以更好的检测机床的加工精度和接刀情况。
通过定轴加工和联动加工工艺,可以对一台五轴加工中心进行更好的检验和验证,对加工后的木模进行测量,得到五轴加工中心的实际加工精度,以及真正的生产精度。

